


![1[2021-02-04 10:03:51]](/Upload/banner/161974814063.jpg "1[2021-02-04 10:03:51]")
![1[2021-02-04 10:07:28]](/Upload/banner/161974945053.jpg "1[2021-02-04 10:07:28]")
![3[2021-02-04 10:07:49]](/Upload/banner/161240444446.jpg "3[2021-02-04 10:07:49]")
联系我们

东莞凌纳机械有限公司
13724410786(微信同号)
0769-23039903
sales@linearmach.com
13724410786
东莞市万江街道坝头坝新横一路1号2栋3楼
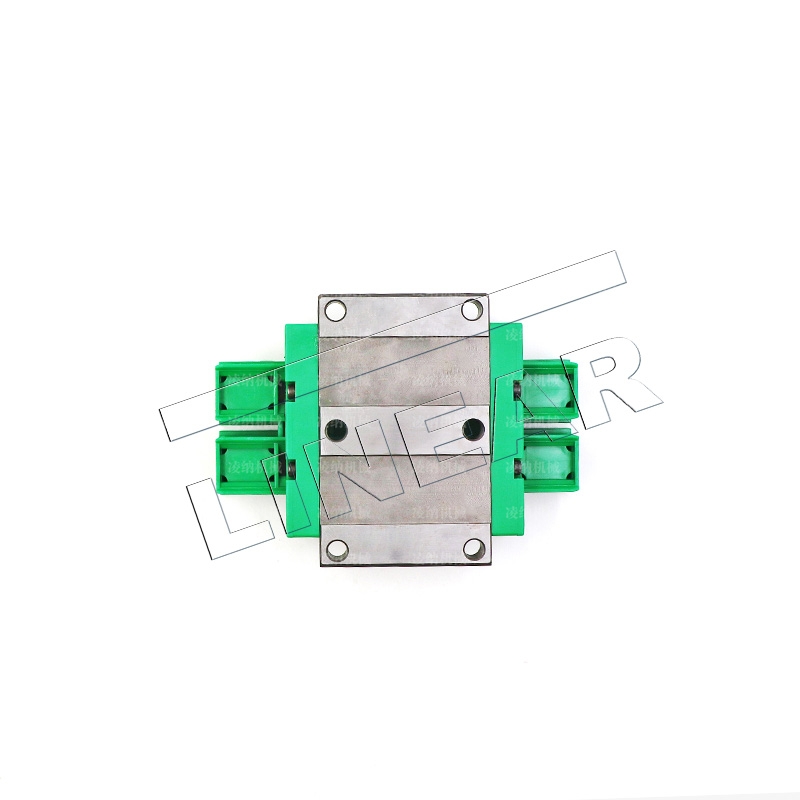
产品名称:德国INA滑块导轨 WVE20-W 加宽型直线滑块东莞凌纳代理商机床精密滑块导轨
产品参数
- 产品型号: KWVE20-W
- 产品类型:INA滑块导轨
- 应用行业:自动化机械、电子、印刷机械、精密测试仪、食品机械、喷涂设备、数控机床、包装机械等领域.



详细描述
分享到:
INA导轨直线滑动导引系统的使用寿命取决于负载,滑动速度,温度和运行周期。有一些额外的限制因素,包括污染、干运转的腐蚀、或润滑不足出现的润滑剂老化。因此,基本额定寿命是仅供参考。直线滑动轴承上的很多外界影响是无法估算。因此,运行条件下的测试出的导引系统的使用寿命是最准确可靠的。
本公司可供应:

球单轨引导系统
|
|
| 宽滑块,四排;可提供耐腐蚀设计 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
 组件
组件









KUVE20-W产品特性:
导轨的运行精度主要不可避免地取决于安装配合面的直线度、精度和刚度。
系统的直线度只有在导轨完全压紧到基准面上时才能得到保证。
如果对运行精度的要求特别高 / 或者承载的基础很软 / 或者使用的是移动式导轨。
安装面形位精度 导引系统的精确度及运转越平稳要求越高,则越要注意安装表面的形位精度。
公差要求见,必须达到要求。
表面必须经过磨削或精密铣削 – 使其达到平均粗糙度Ra1.6。
任何公差没有达到要求都会影响整体精度,改变预载并且降低导引系统的寿命。
高度差 对于 ,允许值通过下面的公式计算。如果存在大的误差,请联系我们。
滑块 KUVE20-W设计及应用
说明侧抽芯机构的动作原理、设计要点、公母模的滑块抽动参数,重点举例介绍母模遂道设计过程,抽芯的角度与距离计算,及设计需要重点考虑的注意点。
1 侧抽芯机构动作原理及设计要点
1.1 侧抽芯机构动作原理:
当塑件上具有与推出方向不一致的侧孔、侧凹或侧凸形状,在注塑成型后,此处的成型零件会阻碍注塑件的推出,必须设置可以移动的侧型芯,利用成型的开模动作用,使斜销或斜滑块与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,在塑件推出前,先将型芯抽出,消除障碍后,再将压铸件推出,合模时,再将型芯回复到原来的成型位置。完成侧抽芯的抽出和复位动作的机构称为侧抽芯机构。
1.2 母模滑块侧向抽芯:
滑块抽芯方向与分型面成交角的关系为滑块抽向定模.
2 母模隧道滑块实例设计及应用
如图三是模具合模时状态,开模时处于第一次开模--即母模固定板与母模模板分开,开闭器用于母模模板与公模模板粘合,滑块在拨杆的作用下进行侧抽芯,抽芯结束后母模在小拉杆的作用下运动l距离,开闭器打开,进行第二次开模—及公母模再次分开,成品留在公模仁上,滑块型芯完全脱离成品,顶出机构顶出成品。
公司拥有完善的销售体系、采购网络和先进的软件系统,能够为客户提供准确、及时、灵活便捷的订购服务。设置有专门的销售服务中心,可以在售前、售中和售后的任何环节为用户提供可靠的服务。帮助用户在轴承使用中尽可能地发挥其应有的功效,配备专业的机械工程师以及相关技术人员。天津导轨滑块 KUVE20-W滑块涉及行业:冶金电力、工程、机械、钢铁、航空航天、纺织印刷、汽车制造、铁路机车和精密机械工业等领域。公司秉承“质量至上、信誉第一”的企业宗旨,以诚恳、务实的态度竭诚为新老用户提供优质的产品、最佳的技术方案和满意的服务。快捷的物流体系,专业的技术服务,具有竞争力的价格,期待与各界朋友真诚合作。您的需求,我们会竭尽全力满足,诚信服务,专业的技术,令您满意一百。选择我们公司为您提供的产品,将会让您感到更安全、更可靠、更舒适。质量源于高品质的世界品牌,我们致力于让世界运转得更有效率。
